Bottoms up!
Jau, i kveld er det grunn til å unne seg eit ekstra glas kefir. Botnen i trykktanken til luftrifla er nemleg ferdig. Bli med på ein tur i verkstaden og sjå korleis ei flat stålplate vert til ein rund kopp….
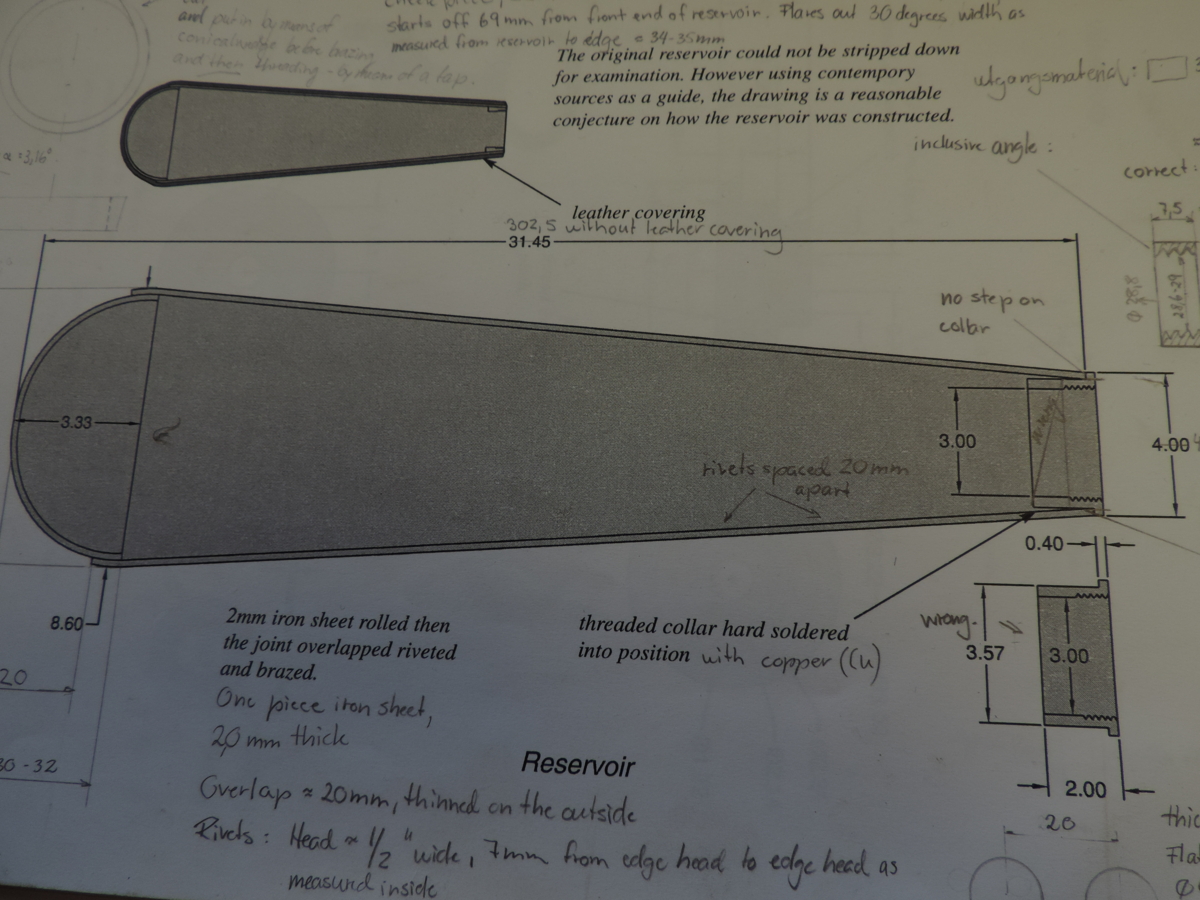
Her ser de korleis trykklufttanken er konstruert: Eit langt stykke stål forma som eit kremmarhus med ein kuppel i bakkant og ei muffe i front, alt saman hardlodda og klinka saman. Den delen som skal tåle mest trykk er kuppelen, og han skal klare eit arbeidstrykk på godt over 60 bar. Det er ca. 20 gongar høgare trykk enn i eit vanleg bildekk og difor ikkje heilt ufarleg. Biletet over er frå ei arbeidsskisse til originaltanken som eg målte opp i Suhl. 238 år gammal austerriksk handverk. Eg hugsar enno kjensla av noko uverkeleg då eg tok i han. Overalt var det spor og merke etter verkty , og han var enno tett. Genistrek, tenkte eg.

Men korleis klarte Girardoni å forme kuppelen bak i tanken? Eg trur han kan ha gjort det med ei skruepresse, for desse pressene var temmeleg vanlege i Europa på 1700-og 1800 talet. Til og med Gutenberg gjorde seg nytte av dette verktyet. Heldigvis har eg ei gammal presse i verkstaden, så den får gjere jobben. I tillegg til pressa treng eg to former, ei hannform for den innvendige profilen til koppen og ei hoform som definerar den ytre forma. Me veit at 20-30 % av flaskene til Girardoni flaug i fillebitar ved trykkprøving. Vegleiaren min, spesialist på pneumatiske våpen, Karl Wolff, påpeikte at denne delen er den mest kritiske i trykktanken. Smell det, så smell det truleg her. Difor er det viktig at eg tilverkar kuppelen med omhu.
Fyrst lagar me ei hannform i stål med det innvendige målet til kuppelen:


Så lagar me ei hoform som har målet av endelokket utvendig. Her borar eg ut det grøvste og formdreiar så etter radiusmal som eg har klipt til av stiv papp. Radius til innerform er 2 mm mindre enn ytterform slik at det vert plass til stålplata mellom. Først må senterholet på plass og emnet forborast med ein Ø6mm spiralbor for å få plass til tverrskjæra til HSS-boren frå Gühring på 28mm:

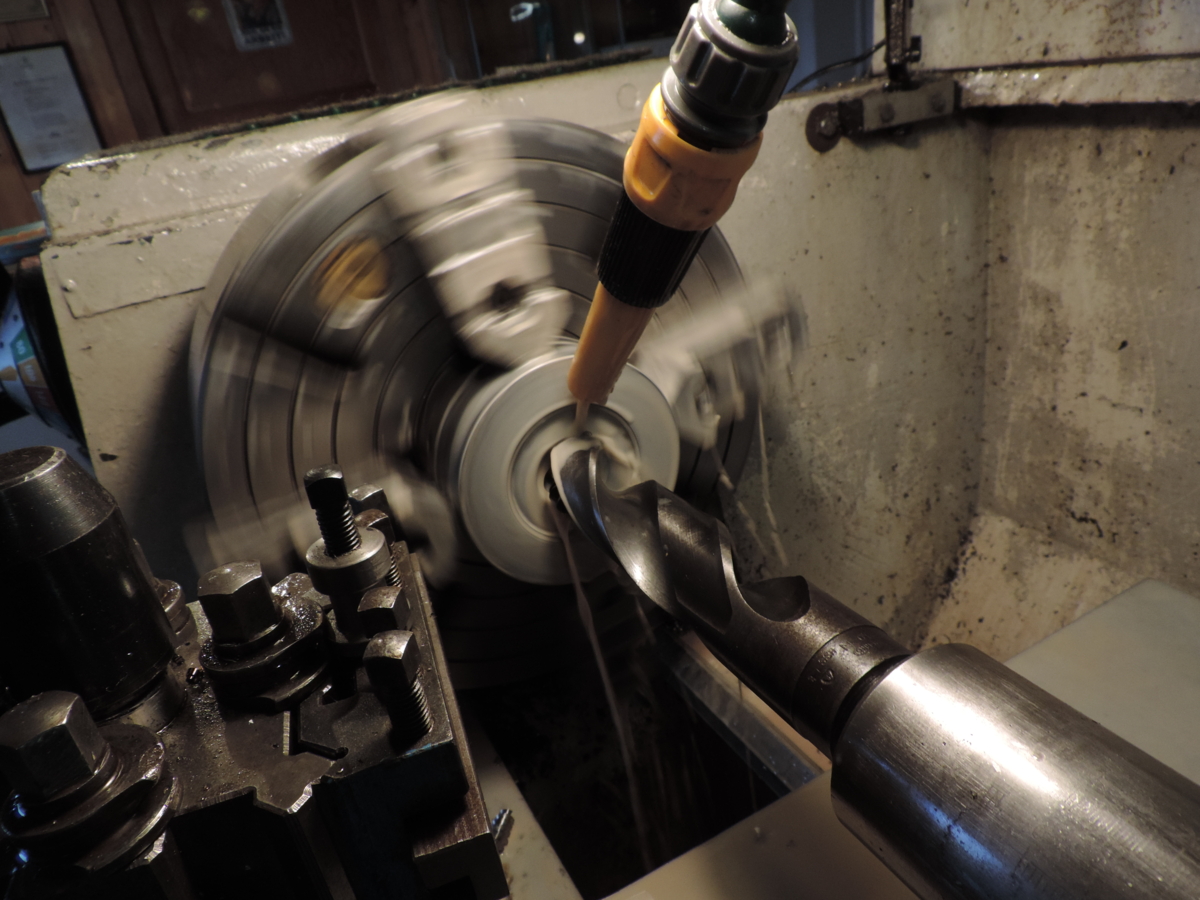
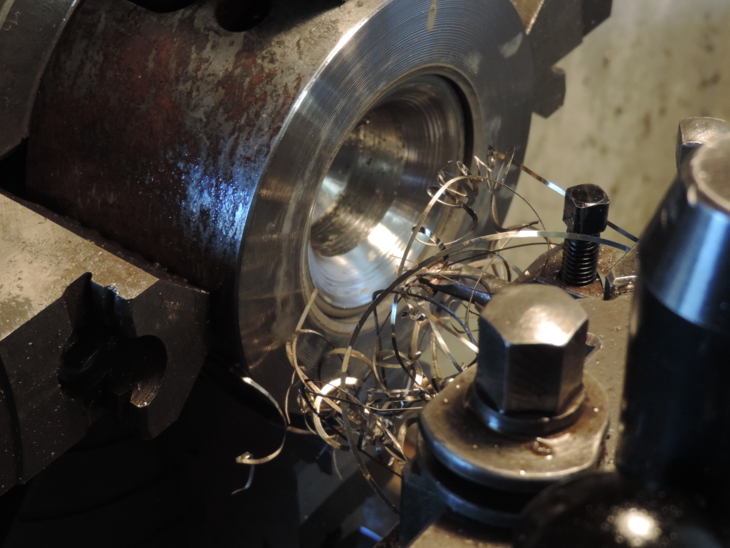
Over ser de flytespon, lange sylkvasse spon som kan kutte av ein finger i løpet av sekund, er eit stadig problem. Stålet frå Nordsjøen er seigt.
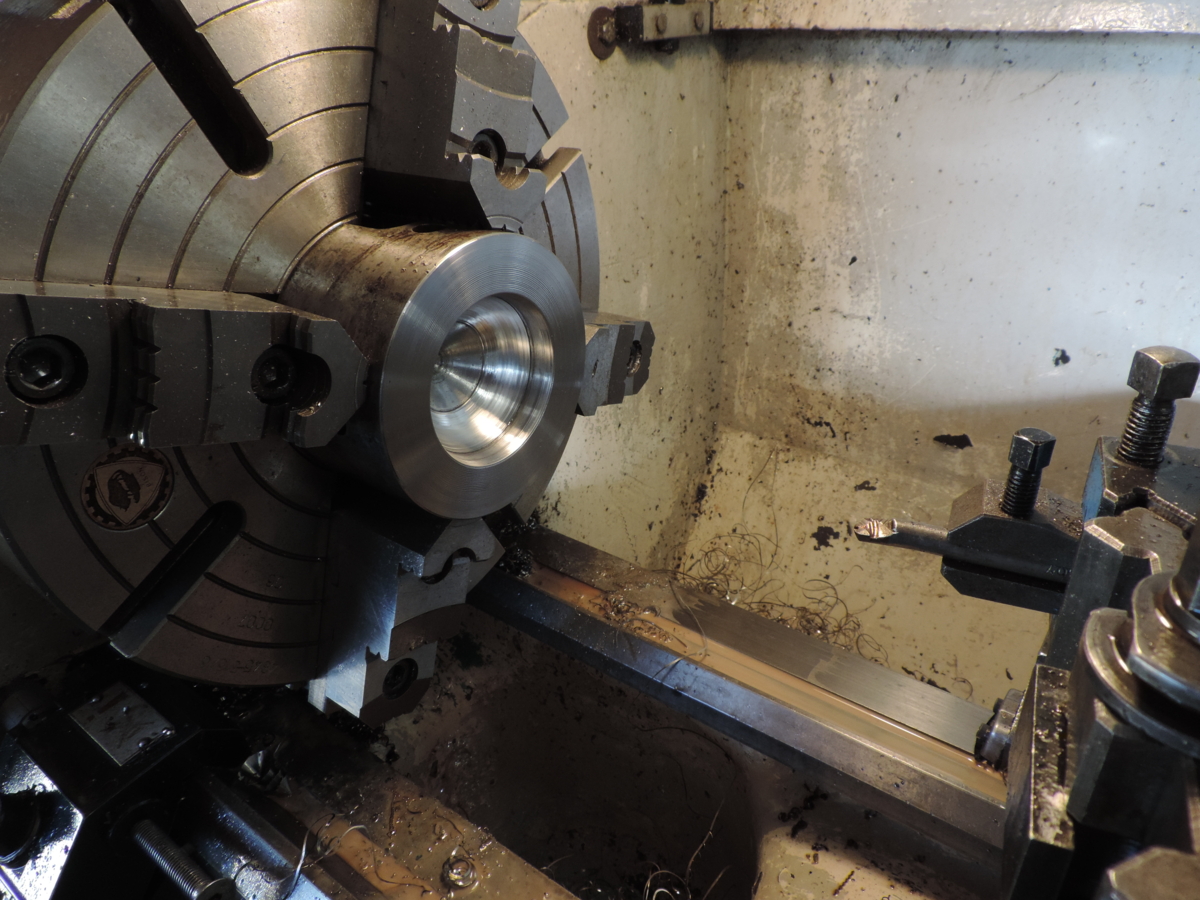
Radien innvendig er nesten ferdig. Eit formslipt innvendig dreiestål i hardmetall med ekstra stor naseradius må til for å klare jobben.

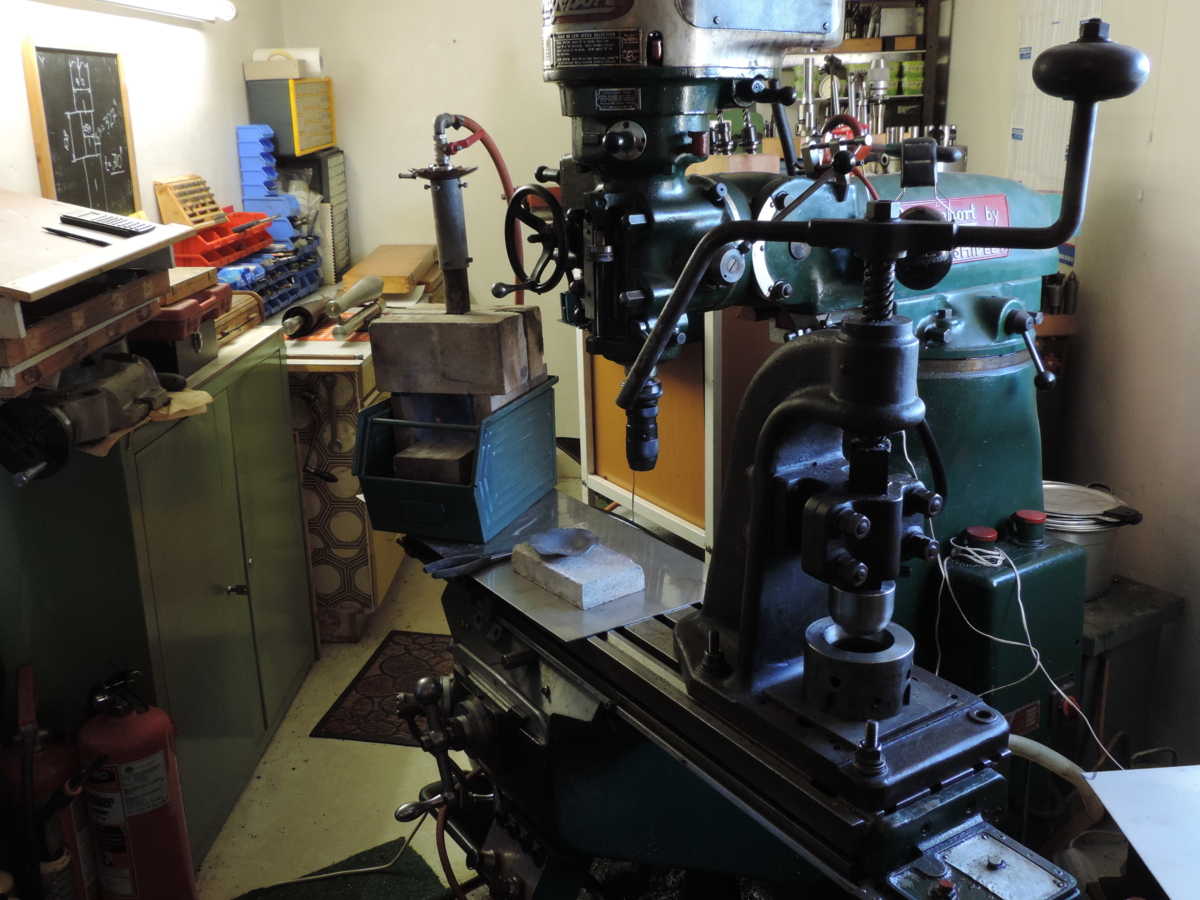
Hoforma er todelt, slik at det vert lettare å strekkje metallet. Ved pressing vert no metallet strekt i tre ulike retningar, og det må gjerast i fleire forvarmingar. Eg varmar metallplata (rondellen) i ein liten improvisert miniomn eg lagar meg på ein halvtime i verkstaden: På materiallageret har eg ein boks i stålblekk som eg forar innvendig med eldfast stein. Ein av brennarane til storeomnen kjem på toppen. Den heimelaga brennaren har den store fordelen at eg kan regulere oksygentilførsla svært nøyaktig og få flammen til å varme mest der eg treng det. Både omn og tysk skrupresse av gammal årgang får plass oppå bordet til universalfresemaskina:
Å lage rondellane går temmeleg greitt: Løysinga mi vert å lage seg ein pappmal, skjere skivene grovt ut med kappeskive på vinkelsliparen. Etterpå byter eg til slipeskive, spenner sliparen på ein bukk med ei tvinge, brukar han som ein stasjonær grov benkeslipar og slipar til streken. Avgrading og finarbeid gjer eg med fil.

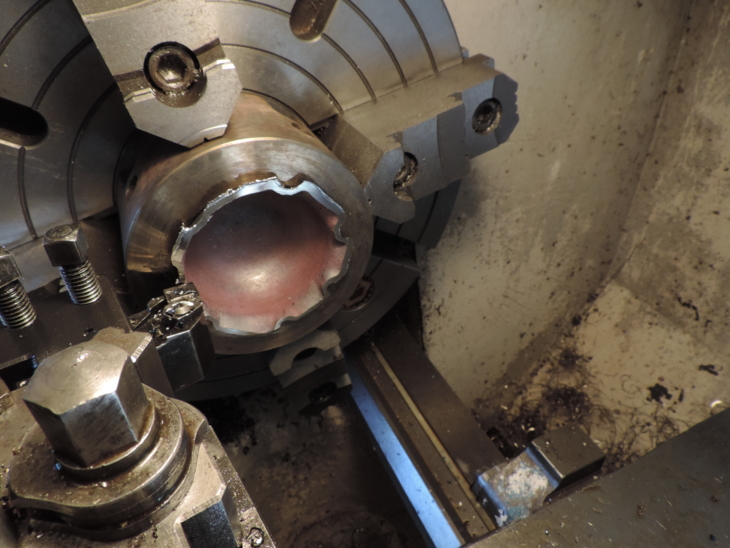
Her er rondellen halvegs forma etter fire-fem omgangar i pressa og godgjer seg eit minutts tid med jamn varme før siste forming. Når eg arbeidar med materialet i smitemperatur unngår eg å overbelaste stålet og lage hårsprekker som kan føre til materialbrot. At materialet kan strekkje seg slik er rett og slett fascinerande:

Miniomnen er eg særs nøgd med: Utvendig er det ikkje varmare enn eg kan ta på han og det er handtak i begge endar for enkel transport. For å varme små delar er miniomnen ei ideell løysing.

Etter siste pressing limar eg kuppelen med Loctite 638 i hoforma. Her kunne eg ha brukt tinn og harpiks og lodda henne fast i staden, og det kjem eg til å gjere med neste kuppel. I krig, kjærleik og børsemakeri er det meste tillete. Dessutan, Girardoni var ein praktisk problemløysar. Kanskje han hadde eit spesiallim på lur som eg ikkje veit om?
Hoforma spenner eg opp i dreiebenken og plandreiar vekk kantane:
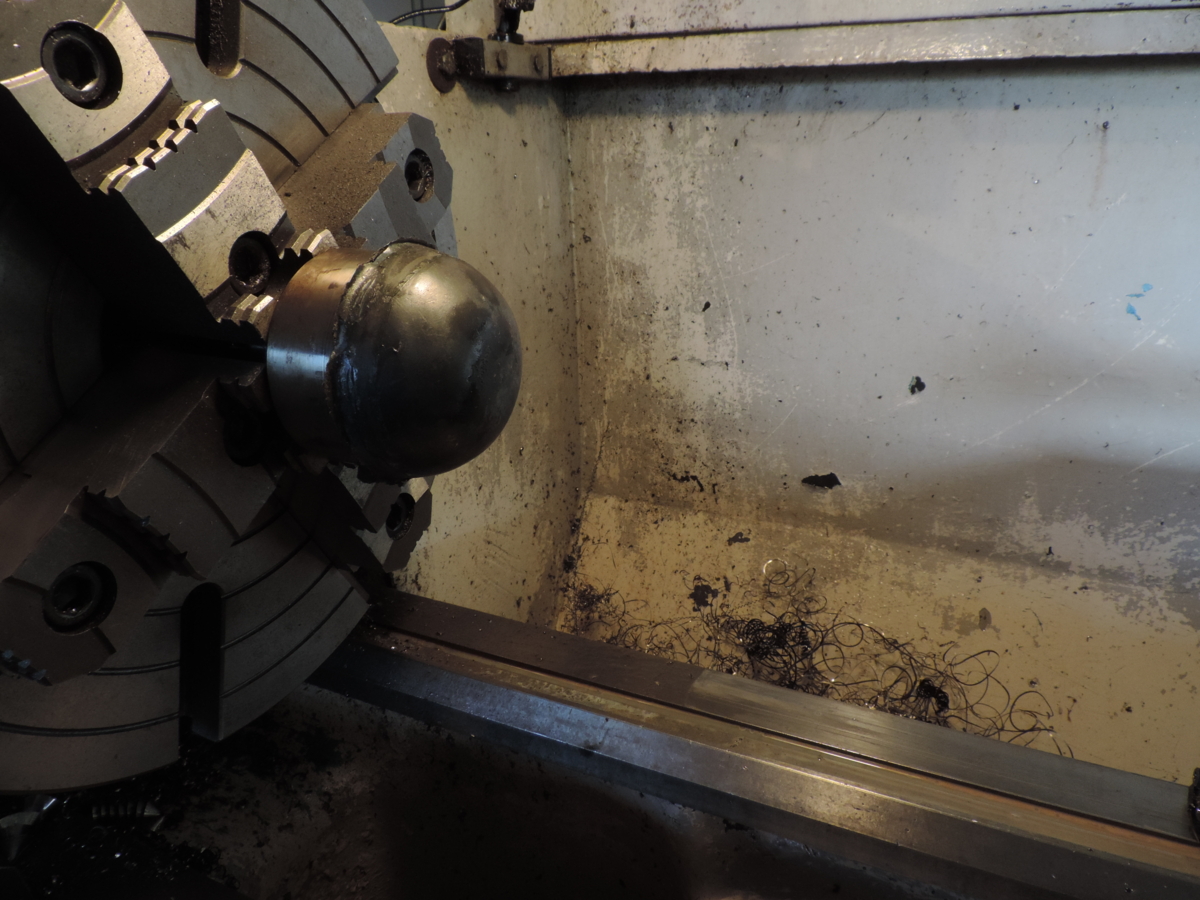
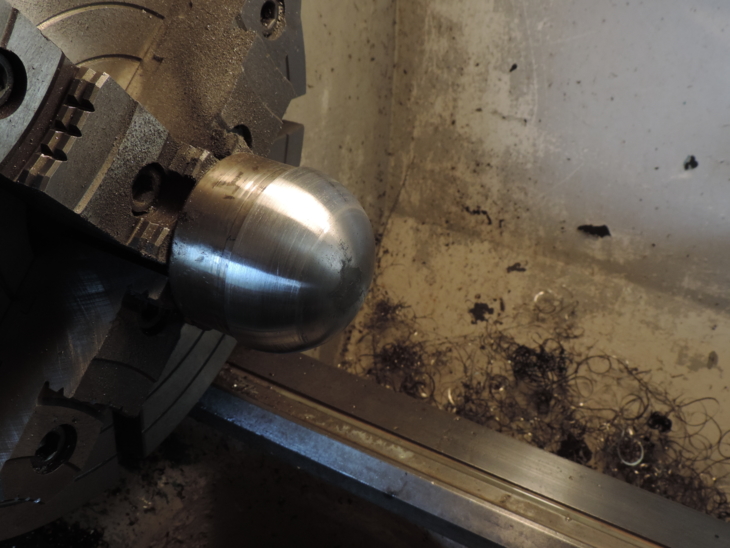
Så løyser eg kuppelen frå hoforma, spenner kuppelen på hannforma, limer han fast og dreier han ferdig utvendig:
Til sist varmar eg opp hannforma med propanflammen, mjuknar limen og løyser koppen. Her kjem eit råd frå meg: Ver varsam med anaerobe limtypar. Gassane som oppstår når limen vert varm er ikkje sunne å puste inn. Bruk maske og ver ute.
Godt å vere ferdig med dette kapittelet, no må eg konsentrere meg om dei to andre delane i tanken; kremmarhuset og gjengemuffa i front. Her har Girardoni planlagt nøye og hatt ein utstudert arbeidsplan etter mykje prøving og feiling. Eg må prøve å komme på sporet av arbeidsmetodane hans ved å studere dei fotoa eg har gjort av originaltanken i Suhl og resonnere meg fram, lage skisser og teste ut hypotesane mine i verkstaden. Utan tvil er dette noko av det vanskelegaste eg har teke i ferde med. Men har me tenkt å gje opp? Aldri! Fram med kefirboksen frå kjøleskåpet. Skål for handverket, folkens!